I started the morning by cleaning up the garage after yesterdays efforts, there where rivet stems everywhere and lots of swarf. Once I got this done it was time to make more mess. I placed the centre of the holes in both flap bearings about 4mm lower then previously, and then drilled the hole out to 20mm with the unibit drill, the reset of the hole was then completed using a round file to bring it out to 25mm, and lots of checking to ensure I maintained a good tight fit. With this done I then rounded the bearings on the linisher.
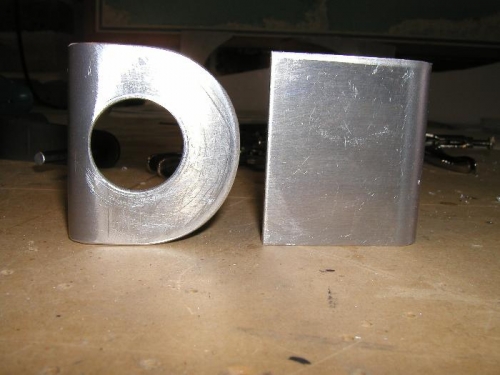
Before drilling and filing the hole for the flap torque tube