On this attempt I marked the part and put a 15 degree bend along the entire bend line. I then rough cut the "Vs" between the bearing and the two horns. I filed those surfaces to be free of saw marks. In the radiii, I used a round file to make the area as smooth as possible. I then re-clamped the part to the bending station cart and increased the angle of the bearing to the full 27 degrees. I then deburred and dressed the edges. Finally, the holes were drilled in the part. At the same time, I drilled holes in the Upper Bearing (6T4-3).
Shaped and smoothed part before holes
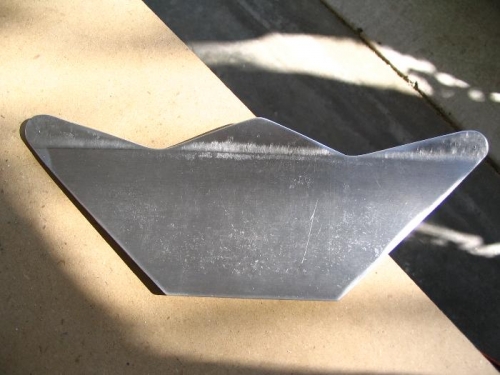
Side view of difference in angles between horns (15 degrees) and bearing (27 degrees)