With the roll bar on the work bench, I inserted the F631 C and D angles and clamped them in their place. Then I pilot drilled keeper rivet holes #40 to hold these two angles together in proper alignment. Both sets were countersunk underneath so they lay flat after riveting. On one I used a couple long AD3 flush rivets which I cut down to AD3-7. For the other side I used universal 470 AD3-7 and kept the manufactured head on top and the shop head filled the countersink underneath perfectly when I squeezed it in place. No need to cut rivets that I didn't have any more of... I positioned the roll bar and marked the outline of the angles onto the F657 gusset. Removed the roll bar and marked and pilot drilled #30 holes in the angles for eventual expansion to 1/4 inch for bolts. Repositioned those back within the marks and drilled though the 657 gusset,F-605 and associated doubler angle underneath. When I am certain no further movement is necessary, I will enlarge the #30 holes to .249 reamed. When I measured the roll bar overall height the plan says17 7/8. Mine was 18 3/8. I will shorten the roll bar bottoms an notch out room for the 3/16 angle bottom to fit under the roll bar sides so it can be lowered 1/2 inch. (Footnote from later.... Do not measure from the F605 bulkhead. 17 7/8 is from the top of the side longerons... caused me a little extra work but turned out ok.).
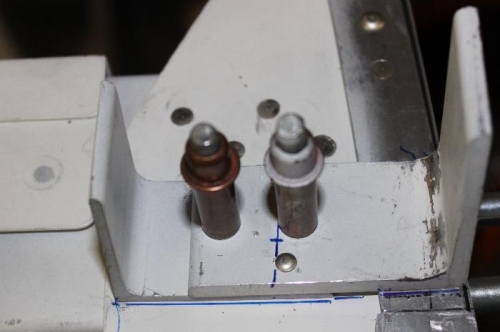
Trial Fitting. Needs to be shortened 1/2 inch to 17 7/8 high.
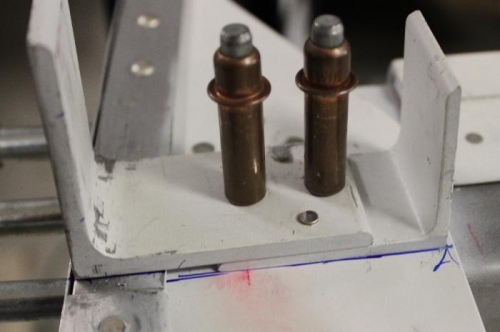
Pilot drilled the bolt mounting holes. Also riveted keeper rivets to hold it together.
Tried different keeper rivets. Used AN470 AD3-7. Countersank the underside and shop head filled it in