Brief Description: Added angles to oil cooler fabrication.
The oil cooler baffle and doubler needed more strength at the left and right sides of the air hole. The cooler was moved as far left as I could get it, so I added a 1" aluminum angle to the left side. The bolts that hold on the cooler pass through this angle. I also added a 3/4" angle on the right side of the air hole for the right side cooler bolts. I drilled a hole into the forward flange to accept a bolt from a support rod that will connect to the #4 cylinder head. This should keep the cooler baffle/doubler rigid and prevent vibration cracking. I'll install the support rod later.
I drilled the bolt holes into the angles anticipating using the nutplates. I used a file to elongate the holes to the left. Stupid mistake on my part. Now I'll have to fab some long rectangular shims with the final hole position and that will serve as washers under the long bolt spacer tubes and spread the load so as not to bend the cooler flanges. The shims will also keep the left position and not let the cooler move to the right into the elogated holes. Thankfully, I never riveted the nutplats. I'll just use bolts with the lock nuts to hold the left edge layers together. It should be plenty thick so as to not worry about edge distance (1/4").
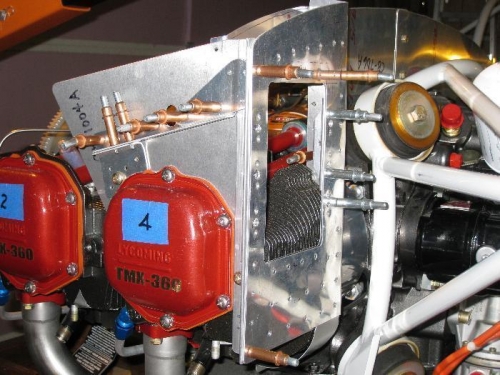
Angles installed on oil cooler baffle/doubler.
The left edge in now 6 layers of metal thick including the shim and oil cooler flange.