Spent some time tweaking the spar flanges with the hand bender to bring the bend angle as close as possible to spec. Bending long flanges with a consistent bend angles on the home-made brake is proving to be as much metal forming art as manufactuing science.
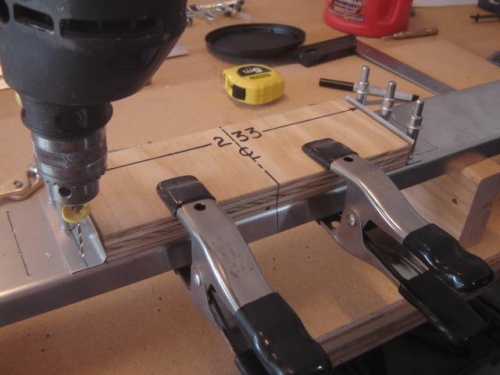
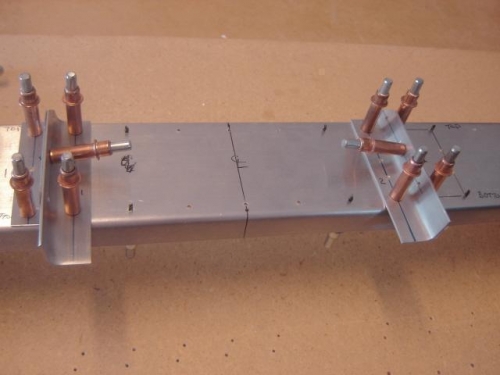
Centered and squared the attachement doubler jig then clamped to spar. Centered and clamped doublers, drilled 3 holes with 3/32" drill. Flushed top edge of attachments with doublers, clamped in place, marked drill locations for top and bottom holes where the upper and lower spar rivet lines intersected the attachment rivet lines, center punched drilled through spar. Punched/drilled the additional 3 equally spaced holes. Match drilled attachments to doublers, clecoed together then match sanded the edges, including the addition of radii on the top corners to ensure clearance to the skin.