Step 3 Finished match drilling stiffeners. Step 4 Seperated F1055 and deburred Step 5 Clecoed F1055 in place. Step 6 Cut rudder stop brace F1056 from stock. Step 7 Match drilled F1055 and F1056 to skin.
10-9
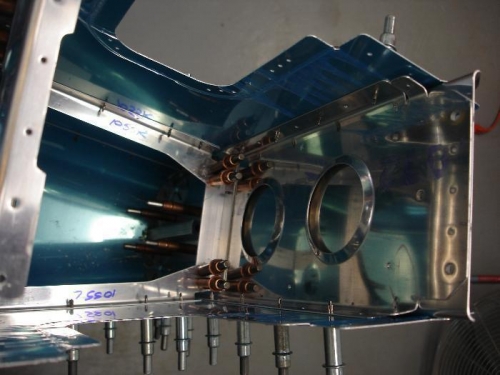
Step 1 Clecoed F1006 in place and match drilled #30 to bellcrank ribs only. Step 2 Clecoed F1028 baggage bulkhead channel in place and match drilled only top four holes #30.
Step 3 Seperated F1037 into individual parts and deburred same. Step 4 Final drilled F1037B+C nutplate holes to #40. Machine countersinked same. Step 5 Final drilled 3/16" holes #12 in F1037A and indicated holes in F1037B+C.