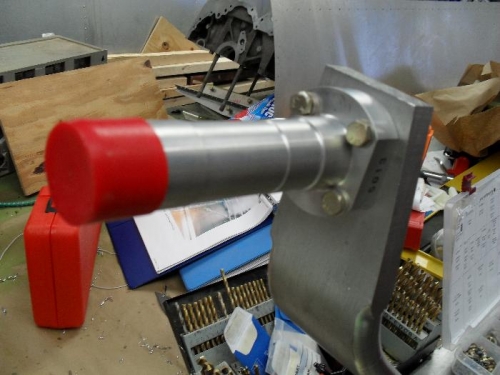
1. C-Clamped axle to stbd gear leg, carefully centering axle. 2. Marked hole centers, using a drift punch. 3. Removed axle. 4. Cetner punched marks left by drift punch, to insure drill bit would not wander off center. 5. Using a square to insure holes were square with gear, drilled 4 pilot holes with #40 bit. 6. Opened pilot holes to allow axle attrachment. 7. Cleaned holes, and attached axle for fit check. 8. Repeated steps 1-7 for port side.