Brief Description: Service bulletin 14-01-31 (Part 3)
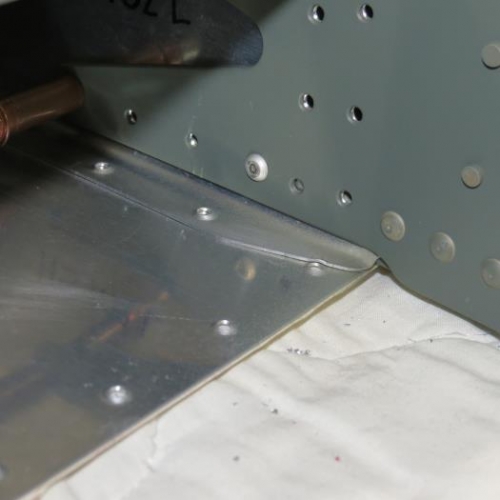
Today's session started with filing the relief notches in the top and bottom edges of the spar web where it is bent. There were no notches present and no cracks in the web. Notches were filed into the web per Van's instructions.
The flanges on the spar were trimmed per Van's instructions and all corners rounded and sanded smooth.This was accomplished with a Dremel cutting wheel. A pirce of stainless was inserted between the skin and spar to protect against any skin damage.
The doublers were clamped in place and match drilled to the spar and reinforcing bars. An angle drill and palm drill were used as appropriate. All the matched holes look good, should not have to use oversized rivets.
The new flange angles were fabricated to specs. The reinforcing angles and doublers were primed