The remaining mounting points were drilled, continuing the process described in the previous log. The right pant was prepared and mounted the same way today.
The opening for the right wheel was widened to provide clearance for the tire if it went flat. The intersection of the compound curves of the wheel and wheel pant results in a somewhat funky opening, but it works well and looks good from the outside.
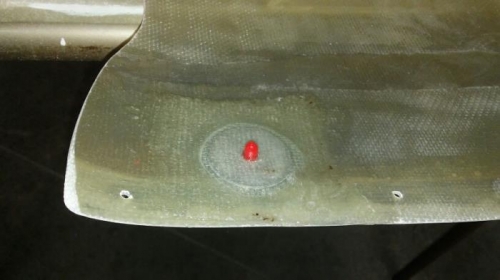
The outside mounting holes were hardened by adding a 3/16” I.D, 1-1/4” O.D. stainless washer on the inside of the wheel pant and covering it with two layers of fiberglass. The red plastic plug keeps the hole clear while the epoxy cures.