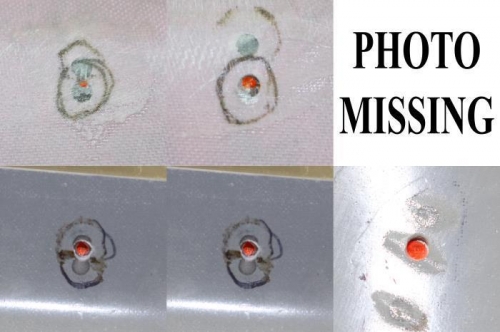
Marked temporary rivet locations with torque seal paint and transferred to back side of skirt. #40 pilot holes drilled from back side. Locations checked before final drilling to #30. Machine countersunk all rivet holes in both skirts with hand drill using abrasive fiberglass countersink bit.