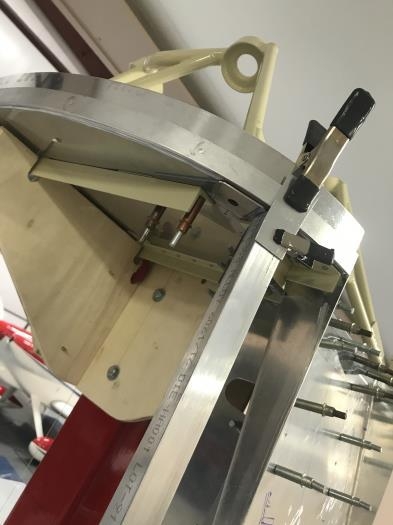
I formed the 4 lower forward longerons today. The process of getting a uniform continuous bend on the relatively thick (1 x 1 x .125) aluminum angle was pretty easy once the right tool was made. I cut out some 1/2 thick aluminum in a 10 inch radius, then welded it to another piece of 1/2 thick aluminum that was offset the distance between the horizontal and vertical leg of the extrusion. This let me bend both legs of the extrusion without deforming the 90 degree angle. Image 1 shows using this male tool on a female die that was nothing more than some blocks of wood screwed into a base 10 inches apart. The angle was simply hit, then advanced about an inch at a time. This was worked over and over again until the proper bend was achieved. Once that was done, the longeron was test fit on the assembly fixture to determine how much twist was needed. Image 2 shows twisting the angle to get the right fit between the firewall fitting and the main spar. Finally, image 3 shows a preliminary fit at the firewall.