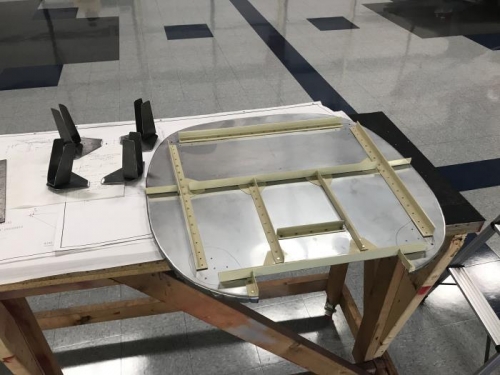
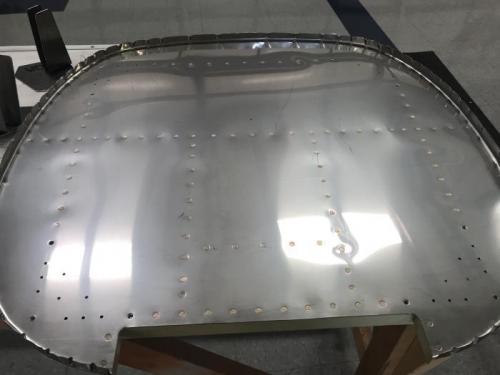
Similar to the 59.375 bulkhead, I scaled the drawings to account for distortion and created templates to make the forming blanks. The blanks were used to create the stainless steel firewall that was subsequently straightened by fluting and the flanges adjusted between 85 and 90degrees as required. All of the reinforcement angles and gussets were made, primed and painted. The steel corner fittings for the engine mount were also cut and formed. The engine fittings will be welded later after alignment to the longerons. All rivets other than the engine attach fittings were dimpled and flush. This is to make accessory mounting and clean-up easier in the future.