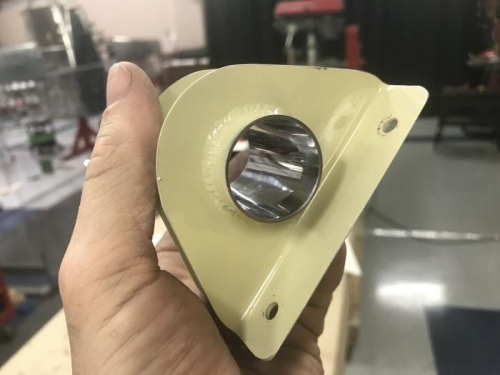
The outer torque tube pivot fittings were fabricated (bent and welded) and are shown along with the other parts after priming and painting in image 1. Image 2 shows the polishing I did on one of the inboard bearing surfaces. This polishing was accomplished by working various wet sanding steps from 400 up through 2000 grit, (then polish) I used a rotary drum in my drill for this. If you look carefully at image 3 it shows the center actuator attach point, but you will notice that the weld goes all the way around the tube, not just where the arm attaches. The reason for this is to balance the weld warping. Welding on one side of a tube only will bend the tube toward the weld. At any rate, keeping this entire assembly very straight during fabrication and assembly was very difficult. It turns out that the torque tube is quite stiff and will not accommodate much/any noticeable misalignment between the hinge points