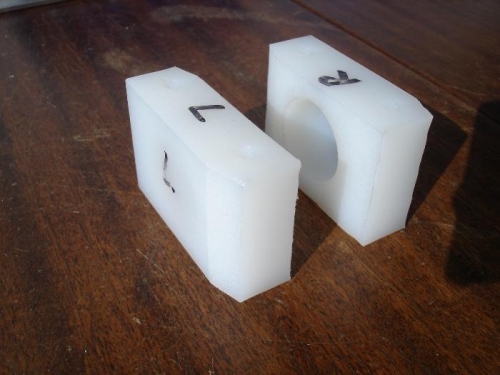
Drilled and trimmed the corners of the flap bearing blocks as shown on DWG77 using a milling machine. Before I started machining the blocks I noticed that they were both thicker than 3/4" as specified on the drawing, so I machined the inboard faces to get them to 3/4". This could explain why some builders have difficulty installing the aft bolts and need to chamfer the bearing holes to get them to fit.
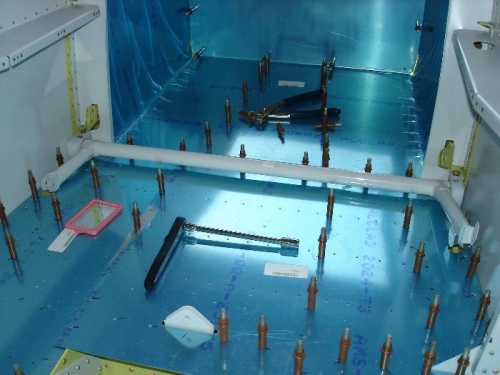
Installed the WD-806 flap actuator weldment using the aft bolt in each bearing block.
Match drilled the left seat floor, right seat floor and the outboard seat rib angles using the fwd hole in each flap bearing block as a guide.
Deburred the F-830B-1 floor stiffeners and F-805C-1 floor support angle. Cleco'd the stiffeners to the front seat floor and assembled it to the fuselage using a few temporary screws. Match drilled the #19 holes into the F-805D brackets as per instructions.
Drilled the holes for mounting nutplates to the F-805D brackets and machine countersunk for flush rivets. Riveted the nutplates.
Match drilled the front seatback hinge, foot well recesses and front seat floor as per instructions.
Deburred all the front seat floor components and aft control mount.