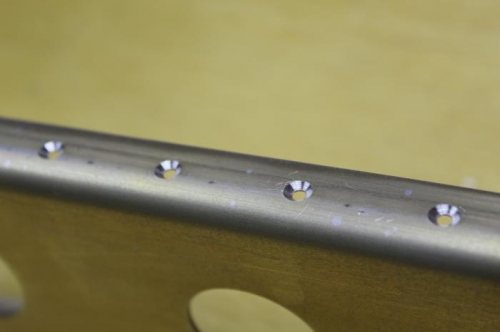
Since this is my first serious effort into countersinking, I practiced on some aluminum scrap to develop some kind of technique to achieve an accurate, uniform countersink. Using the adjustable countersink depth stop in a hand drill was not as accurate as I would like. I came up with the jig shown (Image 1) using a drill press. Starting with the EAA worktable (which is level, flat and true), I positioned the drill press in the center of the table (platen checked for level) and clamped a wooden jig at each end of the table to support the workpiece at exactly the same height as the drillpress platten. I also clamped a piece of 90 degree aluminum angle to the platten to keep the workpiece straight. I adjusted the countersink depth stop to the proper depth and checked the mating with a piece of 3/32 dimpled aluminum skin. The result that the countersunk(?) holes seemed very uniform with very few chatter marks.
Lesson Learned: Alodine process should be done AFTER countersinking. I believe I must reapply Alodine (which was removed by countersinking).