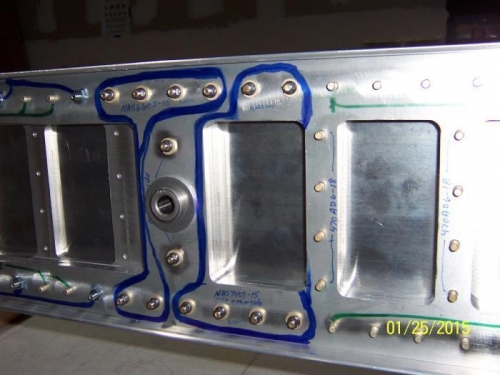
The left spar was prepped for updrilling by marking it up with colored felt pens to identify the correct fastener for each hole. Each rivet hole was updrilled with a #10 drill bit, and each bolt hole with a #13 drill bit followed by a #12 (.189”) reamer.
The remainder of the process was the same as described for the right spar.
The request for the Rivet Squeezer was filled out and forwarded to SPA.
Drill Block Being Aligned to Drill One of the Rivet Holes