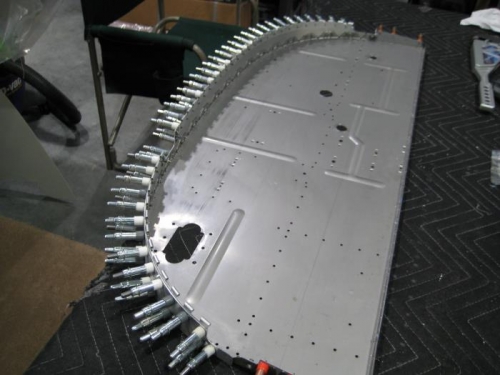
Step 2: Clecoed the F-1201P-L & -R and the two nutplates to the F-01201A-1. Riveted the top rivets only as shown in Detail A. Step 3: Machine countersunk #40 the nutplate rivet holes in the F-01201H-1. Step 4: Final-Drilled #17, deburred, then dimpled the screw holes in the F-01201H-1. Step 5: Dimpled the screw holes in the F-01201A-1 upper flange. Step 6: Bent the F-01201H-1 by hand until it approximates the curvature of the F-01201A-1. Step 8: Bent the F-01201J-1 and F-01201K-1 until they approximate the curvature of the F-01201H-1. Step 9: Clamped the F-01201J-1 and F-01201K-1 to the F-01201H-1 as shown. Aligned the offset lines on the hinges with the forward edge of F-01201H-1 as shown in Detail B. Step 10: Starting at the center and working outboard, match-drilled #40 the F-01201H-1 into the upper cowl hinges. Clecoed each hole before drilling the next. Removed and deburred parts then primed.