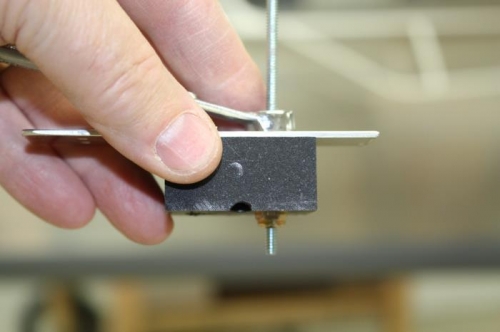
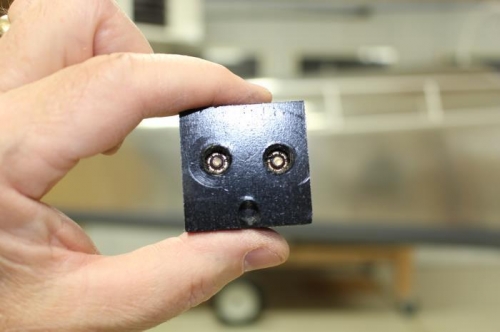
The bulkhead holes were dimpled with close-quarter dimple dies; the forward face of the screw holes in the anchor block were machine countersunk by hand. Some discrepancies arose on the plan specifications. The plans state the size and length of the small flathead screws to be used, with the corresponding stop nuts and washers. The mounting screw holes are counterbored on the back side; 5/16" diameter and 1/4" deep; the nuts are pressed into place inside the counterbores. Two problems with this: if the nuts are to be press-fit, washers cannot be used because their outer diameter is larger than the nuts, and also larger than 5/16". Also, the 1/4" counterbore depth specified is too shallow to allow the screws to engage the nuts fully, if at all. The block was counterbored to a depth of 1/2" and some special jigging made up with scrap aluminum and a long screw to make sure the nuts would press into the block to the correct depth and alignment. A spacer block was used on the drill press and the nuts were pressed into the block with no washers. Test fitting the screws confirmed a proper fit.