11/13/18: 2.26Hrs 1. HS-01202-1 and HS-01203-1 were clecoed to the spar cap assembly. 2. HS-01233 was riveted to the aft spar.
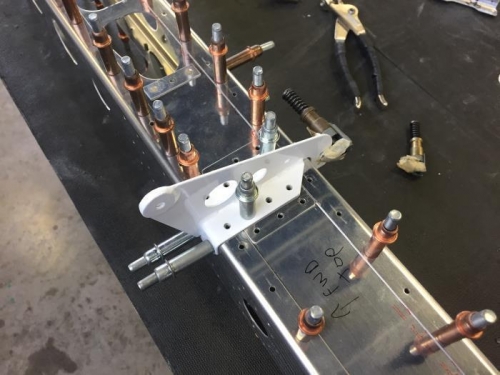
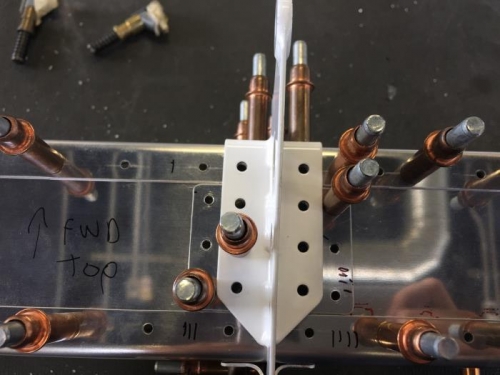
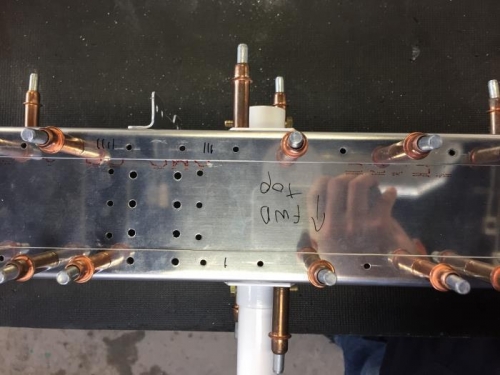
01/07/19: 5.1Hrs 1 . HS-01232 and WD-01207 were clecoed to the spar cap and 12 holes were final-drilled 5/32 into HS-01232-1 and the spar cap assembly. 2,3 A 90 degree drill was used to match-drill the two #30 holes from WD-01207-1 into HS-01233. 4. All of this was repeated for WD-01208-1 5. HS-01233 was clecoed to the aft spar and the four #30 holes on WD-01207-1 and WD-01208-1 were match-drilled into it. 6. The cable attachment holes on WD-01207-1 and WD-01208-1 were final-drilled #12. 7. The HS-01232-1 were marked, removed and deburred. 8. The 10 holes on WD-1222 were final-drilled #30. 9. The brackets were clecoed to the spar assembly at a 90 degree orientation from the installed position. 10. WD-1223 was inserted from forward to aft and clamped making sure its aft end was flushed with WD-1222 aft counterbalance bracket and it was paralell to the spar assembly. 11. The two holes on each WD-1222 were match-drilled #30 into WD-1223 and then final-drilled #12. 12. The arm was rotated and each bracket was marked to make sure we can re-orient it correctly when installed.