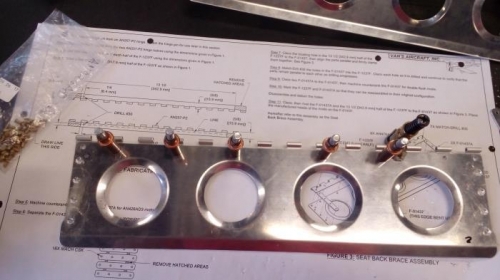
Today, steps 8 to 10 were performed in which match-drill # 30 the holes were made in the F-01437 into the F-1237F, a cleco was placed for each hole made to reach perpendicularity between the hinge and the piece, then the parts F-01437A to the F-01437 were fastened and then machine countersink # 30 was done to the holes of the F-01437 to achieve double flush rivets. Finally in step 10 the pieces were marked with a marker in order to be reassembled in their original setting then all the holes were disassembled and burned.