Used Mike's routing table to set the 45 degree cut on the female dies. (Thanks Mike!) Brought the dies home and tried them on a piece of aluminum. I first used the vice to squeeze the die, but did not think the bend line was as tight as it should be. So I tried a dead blow hammer on the die, and the part cam out perfectly. Very little potato chipping so the flange seems to be stretching properly. After forming the part, I checked the flange angle...guess what...a perfect 30 degree angle. Lucky....
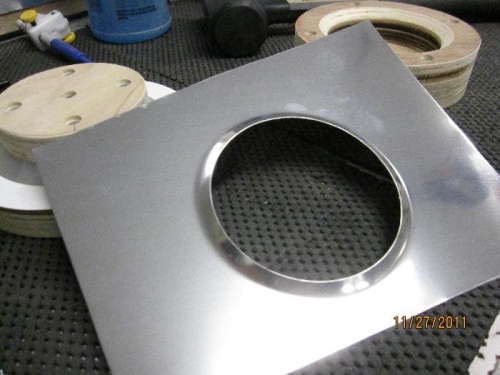
First flange formed using the 3.5 inch die set
Very little distortion of the flat portion of the part