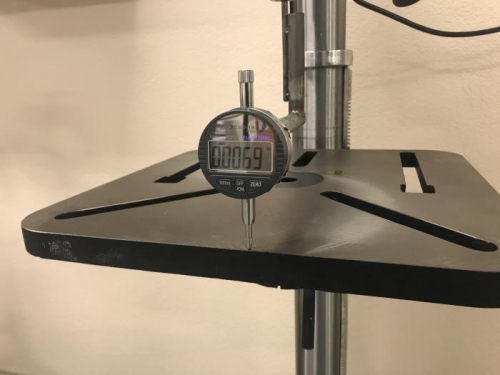
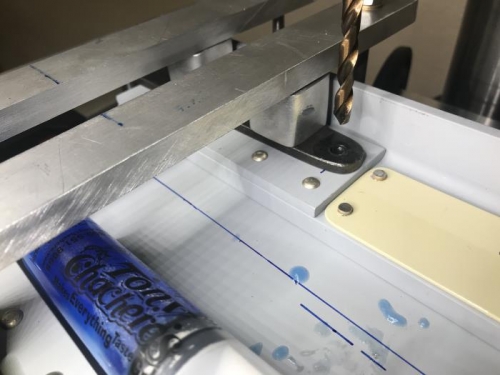
The time has come to start drilling the 1/4 inch attach fitting holes. I want to make sure they are not oversized and are also square (or at least consistant so that the bottom fitting will match). I actually have blank bottom fittings so I don't really have to have a good fit there, but since the Mustang 2 process is now to use matched fittings, I wanted to see if it could be done without having to make any holes oblong. First step was to make sure the drill press was square to the table, After some adjustments, I got the table to be square to the drill head to less than .01 inches. Hopefully if I drill all the holes in the same spot on the table they will all have the same error, and still align. Next, I installed the spar using the drill clamp tool I made. The process was to support the spar such that the tool floated above the table about .02 inches. This let me center the drill head in the hole (using a check pin) then clamp the tool (and spar) to the table very accurately without the weight moving the table. Next I pecked the outer hole with a D size drill just deep enough to make a chamfer in the aluminum substructure. This let the D drill fit tightly in the fitting and created a well centered start for the B size drill I used to drill through. The B drill was used at 200 rpm with .050 pecks. Once finished, I opened to a C size. I will save the final D size for the last match drilling with the lower fitting. Once the most inboard hole was finished I put a backward drill bit in it, and moved to the outboard hole. Finally, I drilled the middle hole. Drilling the final two holes will take a new setup on the tool.