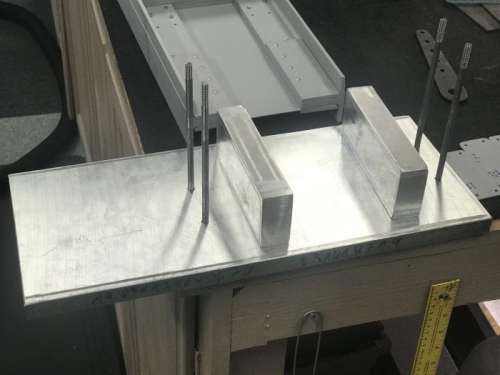
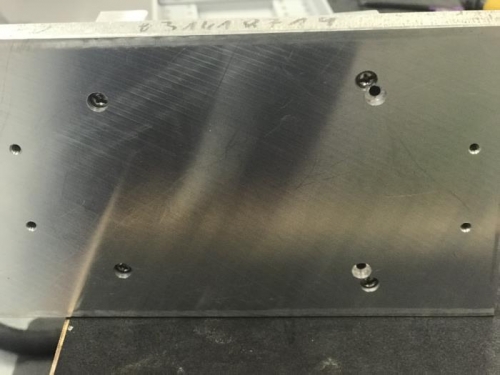
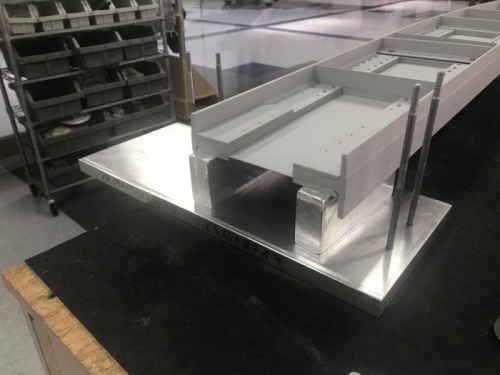
AS I approch the point where I drill the wing attach fittings, I am getting very nervous about messing the holes up (not a light press fit). As a result, I am trying to think of how best to hold the spar when I finally get up the nerve to drill it. I came up with the tool shown below. It mates with the face of the extrusion rather than the flange just to make sure there is no twist present. The plate sits on the drill press and I will always be drilling over the center block (to allow proper clamping) This means that the spar needs to be able to go on the tool frontwards and backwards. Since there is taper to the spar, I had to make the outer block adjustable to accomodate the angle difference. The rods sticking up are screwed into the base, an will be used to clamp the spar down. Hopefully this will work when it is time