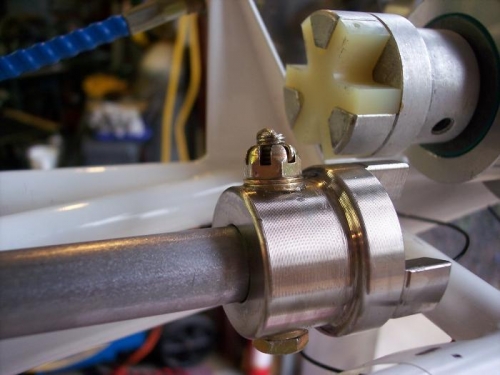
The drive shaft required the insertion of a 6'' long tube into the tail rotor end. The forward end was received from the factory with the end welded shut and a keyway cut into the outside diameter for the Taper-lock. The open end requires that the two tubes be fused together at the end.
I used a drill press with a centering fixture to make sure the hole was drilled straight through. After welding, the end needs to be lightly sanded to fit the drive coupling. It pays to double check the length of the shaft several times before you cut it prior to welding. This will require mounting the support bearings and approximating the length including a small gap at the tail rotor end to avoid binding. Depending upon how you have the shaft sitting in the Taper-Lock bushing the length will vary.
The next step is to clean it up and apply a coat of paint. I'll have to watch the paint thickness since the bearings are a pretty tight fit.