Brief Description: Priming flanges and fabricating tie down assembly
I began the day by priming the spar flanges to protect the countersunk areas from corrosion. I have seen this step done a number of different ways but for speed I decided to prime the entire flange out to the last nutplate. Later when the skins are match drilled and the spar requires more countersinking for the skin dimples, I will reprime the entire flange.
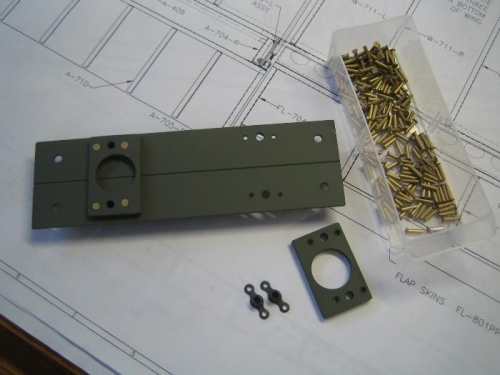
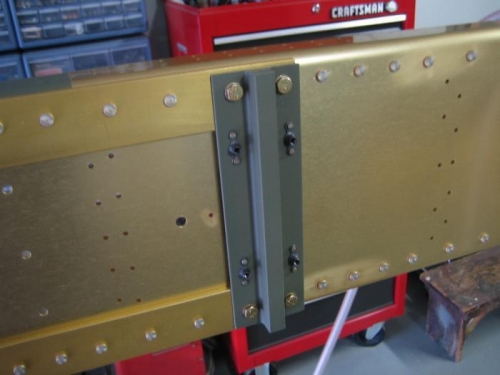
My next task for the day was to fabricate the tie down assembly and get it mounted. This part took a little longer than expected due to the lightening hole in the spacers. For simplicity I thought about cutting a solid spacer but then decided to follow the plans. I used a 1" hole saw to cut the hole but it took some effort. I modified a cheap hole saw by grinding the "set" out of the teeth (every other cutting tooth is set at a slight outward angle). I then drilled a pilot hole in the aluminum stock and followed up with the hole saw. All this was accomplished on a drill press using Boelube for lubricating the saw. Well, it worked and the spacers look good but it was a slow process. I will probably look for an alternative procedure when it's time to cut lightening holes again.