Brief Description: Set up work bench to rivet extruded angle to spar
1. Put 4 of the 5/16" NAS bolts into the spar root holes to assure alignment.
2. Cleco the spar cap doubler-web-spar cap-extruded angle together for riveting.
3. Set up Rockler roller supports on both sides of Gary's rivet tool. Adjust to level the spar so that the riveter shaft will be normal to the spar. See Figs. 1 & 2.
4. Screwed two 2x4 scraps to the table and clamped a 3rd scrap to provide suppor for the spar along its full length. I may need to set up a saw horse to support the other end as it extends off the end of the table.
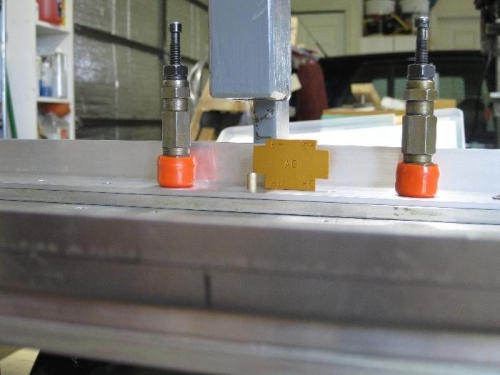
5. I checked rivet length with the Avery gage, this time on the actual spar assembly. The assembly is a bit thicker than my practice mockup, The AN470AD-6-16 rivets from Spruce are not more than 1/32" longer than specified by the gage, so I'll definitely go with the -16 rivets and save the Zenair supplied -14 rivets for the joint outboard of the end of the spar cap doubler.