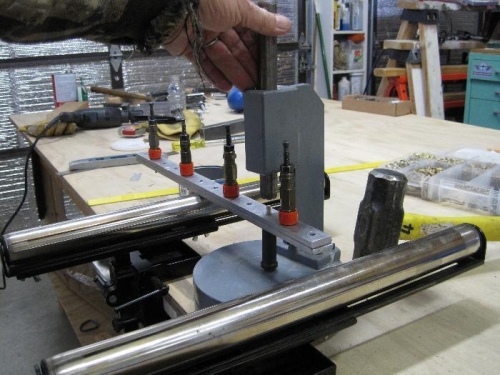
Gary Wayermann, EAA517, loaned me the tool he built to set the rivets on his RV-4 spar. The tool has a circular steel base drilled to accept a standard 0.401" shank rivet set. A 0.750" F shaft passes through a hole in the upright arm. I set up two Rockler roller supports to hold the practice bar level on both sides of the rivet tool. A 4 lb hammer complete the setup.
Procedure is:
1. Put the rivet through the bar, pointing upward.
2. Place the rivet into the rivet set cup, as in Fig. 1.
3. Lower the shaft onto the rivet shank.
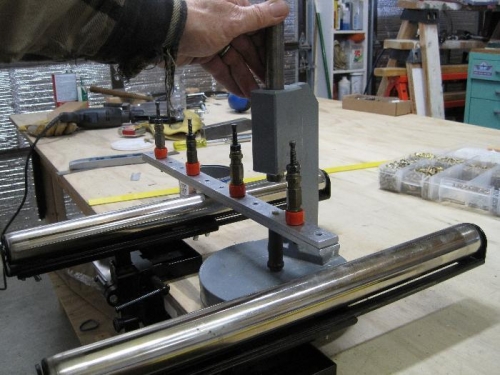
4. Strike 4 very solid hammer blows onto the shaft, taking care to make sure that the rivet is still centered on the rivet set cup.
5. Check the shop head for diameter and thickness, see Fig. 2.
This tool and procedure makes much better looking shop heads that I have been able to achieve with a 3X rivet gun. Also, the mfg. heads come out w/o an damage as frequently happend with the rivet gun.
In the next practice session I tried C-clamping the tool to the bench. That worked even better. More images of the rivets are shown in the next log entry.