- Adjust the pressing plate so that it is 4-mm from the bending plate. - Place the prebent "mandrel" of 0.025 aluminum under the pressing plate.
2. Cut a series of coupons of ~30-mmx40-mm dimensions.
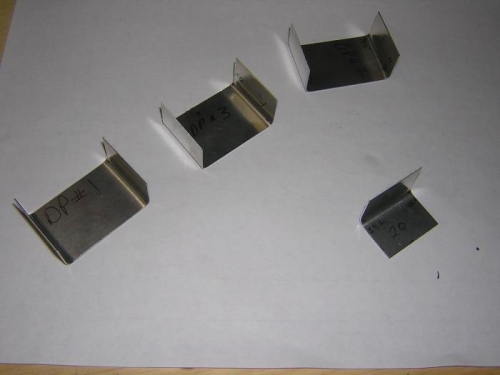
3. Draw "flange" bend lines of 18, 20, and 22-mm from the narrow end, place the coupons in the brake, and bend to 90°. See small bent coupon in Fig. 1.
4. Measure the "web" and "flange" sides to see where they come out. Typical results (mm) were:
Left side Right side Bend Line Web to Flange Tangent Flange to Web Tangent 39 40 20 21 22 20 21
5. Made a series of channels. See Fig. 1. Conclusion add ~1-mm to flange and web for each bend.