Brief Description: Rivet & bolt extrusion to right wing spar cap
1. Using the AN470AD-6-16 rivets from Spruce with Gary Weyermann's rivet tool, starting from the inboard end, I drove the rivets to reassemble the spar cap, including the new extruded angle. I checked each driven rivet to assure that it met the shop head thickness and diameter specified by the Avery gage. In all cases, the shop head diameter and thickness were greater than the Avery nominals. The assembled spar cap is shown in Fig. 1.
2. The outboard end of the new angle is beyond the end of the spar cap doubler, so shorter rivets are required. I cut ~0.125" off the Zenair supplied AN470AD-6-14 rivets (per the Avery rivet length gage spec) to get the correct length. The shop heads on the cut rivets also met diameter and thickness nominal specs.
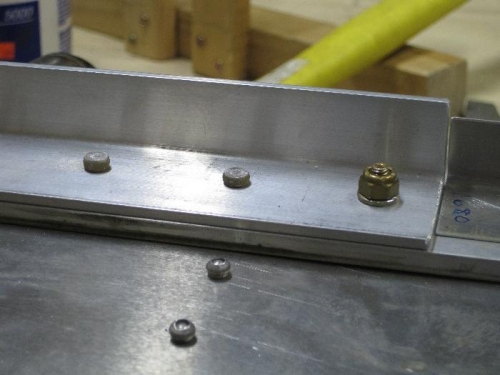
3. I installed the AN3-6A bolt at the end of the extruded angle. The drag torque from the locking nut measured ~4 in-lb. The Zenair construction standard call for a torque of 20-25 in-lb plus the drag torque, so I torqued the nut to between 25 and 30 in-lb using a Park TW-1 beam type torque wrench. The outboard end of the angle is shown in Fig. 2.
4. I accidentally hit the spar web with the hammer ~540mm from the inboard end while I was riveting; see Fig. 3. The dent is ~15mm across and ~1mm deep. I'll ask Zenair whether and how I should repair that damage.