Clecoed LH ribs to LH main and aft spars drilled holes common to aft spar flange and rib flange. Disassembled deburred and dimpled.
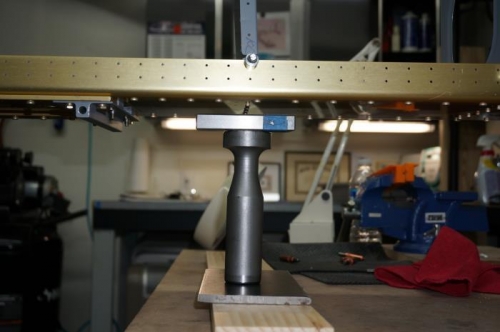
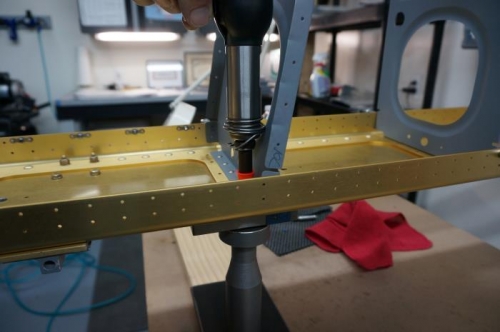
Started riveting aft ribs to main spar. I used a method I read about on VAF and a couple of builders logs. Rather than holding a bucking bar on the shop head side, I set the spar on two workbenches with the web parallel to the table surface and the flanges up. The spar was supported on blocks of wood and lifted high enough off of the table to allow clearance for a large bucking bar standing on the table with my tungsten bucking bar on top of it. There was just enough gap to allow the rivet to fit in the hole from the top side and almost touch the bucking bar. There was enough flex in the spar to allow the rivet to touch the bucking bar as I pushed down. By maintaining downward force as the rivet was bucked the rivet stayed in contact with the bucking bar. The method yielded consistent high quality shop heads. It took some time to change the blocking set up for each rib station but the results were worth it.
I was able to rivet four of the ribs in place all with good rivets. I skipped the outboard four ribs because the rivets for those will be accessible with a squeezer through lightning holes.