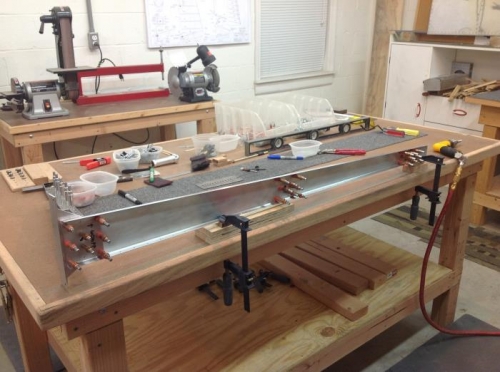
Below the spar and the three reinforcement plates get drilled out to #30 and the flanges get drilled to #40. After that the spar will get deburred, the edges broken and rounded.
The flanges and holes get deburred, cleaned and washed, then shot with primer.