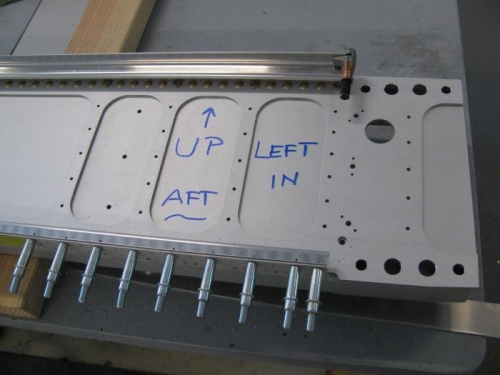
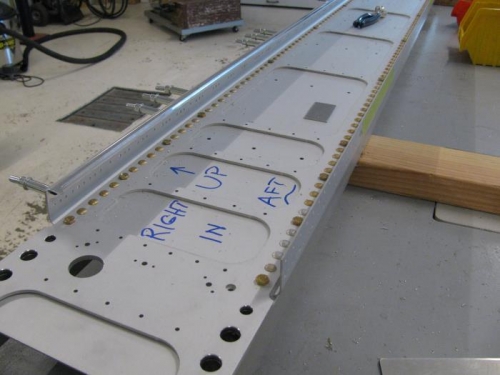
Match drilling the J-Stiffeners is a fairly strait forward task to do however, you have to be careful in order to keep the 1/16 gap required at the top of the flange (as per instructions on Fig 2). I guess this is to end up with the proper hole distance (from the edge) to match with the wing skins. For measuring that gap, I’ve made a little gauge out of a scrap piece of aluminum.
A note here; the plan indicates (step 5, pg 11-02) to un-cleco the lower W-00009A and W-00009B Wing Box J-Channels and to “roll them 180” and re-cleco them onto the upper spar flange. It took me a little while to understand that you simply need to “flip them” around instead. The beauty of the CNC cutting process is that holes are always matching.