Layout and CAD cut file creation for CNC machining flap drive tube pivot blocks.
Cut test pivot blocks from 3/4" oak scrap to test the diameter size of the opening for the drive tube. The powder coating adds diameter to the rod and can make the blocks bind if the cut is not tested after it's been compressed by bolting the halves togeter on the mount. I chose to leave the powder coating intact and adjust the block cuts rather than remove it and have the bare metal.
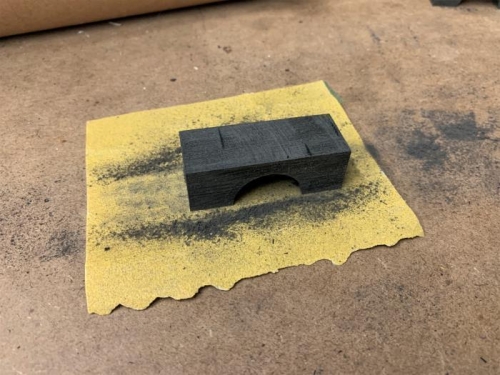
Cut the final pivot blocks from a 1" slab of black Delrin. Sanded sides and edges for final fit as needed.
Assembled blocks onto the flap drive tube and clamped them tight to check friction on the rod. Clamps hold the rod enough to prevent the rod from free-spinning, but allow easy and smooth movement of the rod in the mounts, and will hold the position the rod is left in.
NOTE: I had to remake one set of blocks after using the benchtop belt sander to remove the CNC tabs. Uneven pressure cut the mating surfaces at an unsquare angle, ruining the set.
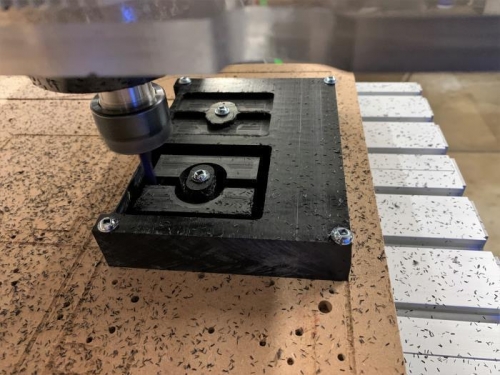
CNC cutting the final flap drive tube mounting blocks.
Final sanding for a slight adjustment of clamped fit.
Mounts clamped on the flap drive tube and tube will turn freely yet hold in place when stopped.